




Produksjonsstyringssystem PMS Styring av papirrulllagring
Synkroniseringskontroll
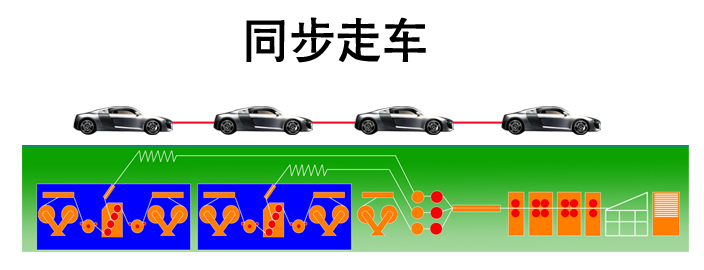
Synkroniseringen betyr å kontrollere hastigheten på én side, den kan holde samme hastighet med hovedlerretsbeltet.Dens rolle er å unngå overdreven papirakkumulering eller trekke av bropapiret.Fordi hastighet rask endring, lett å riste maskin, dårlig korrugert fløyte, dårlig liming og andre problemer;helsestyring vil være basert på karakteristika til de enkelte motorene ved forskjellige hastigheter for å gi ulik hastighetskontrollkurve, prøve å bremse hastighetsendringen, og få stabil korrugert fløyte og lim (lim) uniform.
Overhead Bridge-papirakkumuleringskontroll
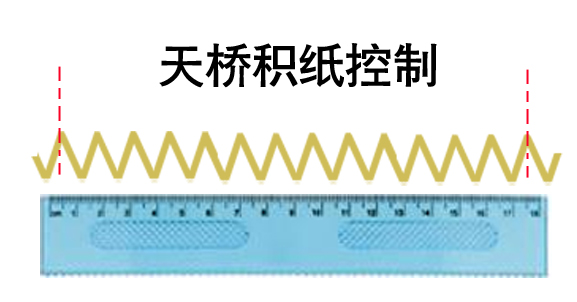
Overhead bro kontroll, ikke bare for å unngå papirkutter og papirakkumulering problemer, og påvirke nøyaktigheten av hele våt papir endring og manuell rive ark automatisk kompensasjon. Grunnen er enkel, hele produksjonslinjen, i tillegg til papiret bølgete broen plott er ikke lett å estimere, men avstanden er nesten faste data fra møllevalse til klatrebånd, samt fra brosugepapirfører til NC-kutter.Virkelig ønsker å telle, det er hvordan man beregner det faktiske volumet av papirbroen, samt mengden av automatisk deteksjonskompensasjon for å gjøre dårlig papir revet av arbeideren på broen.
For brodeteksjon og kontroll, sporing og flytkontrollteknologi;på den ene siden, spor den faktiske papirakkumuleringen, på den andre siden, bruk klatrebeltematingsmengden og broen sugelederpapirutgang, for å måle ved flytkontroll.Forskjellen mellom de to beløpene (bro rive mengde) tilbakemeldingssynkronisering kontrollerer automatisk, for å oppnå kompensasjon og en fast broakkumulering.
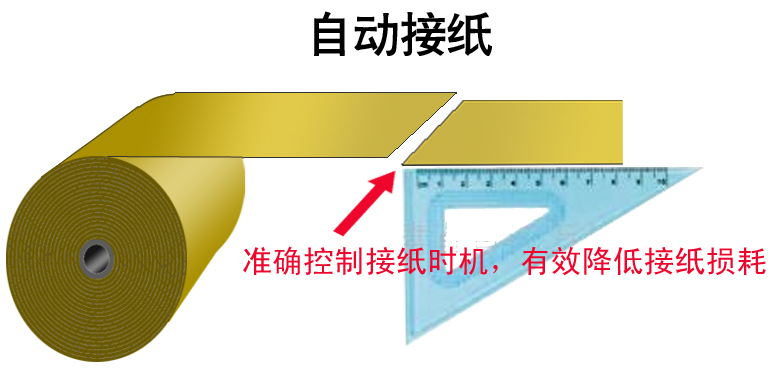
Automatisk skjøtekontroll
Automatisk skjøtemaskin er ikke bare koblet til kontrollen på riktig tidspunkt, den inkluderer også broakkumulering, synkron, tregere, før skjøting av papir, og papirkontroll fra papirhodemating inn i bølgerullen til gjenvinning osv., kontrollserier
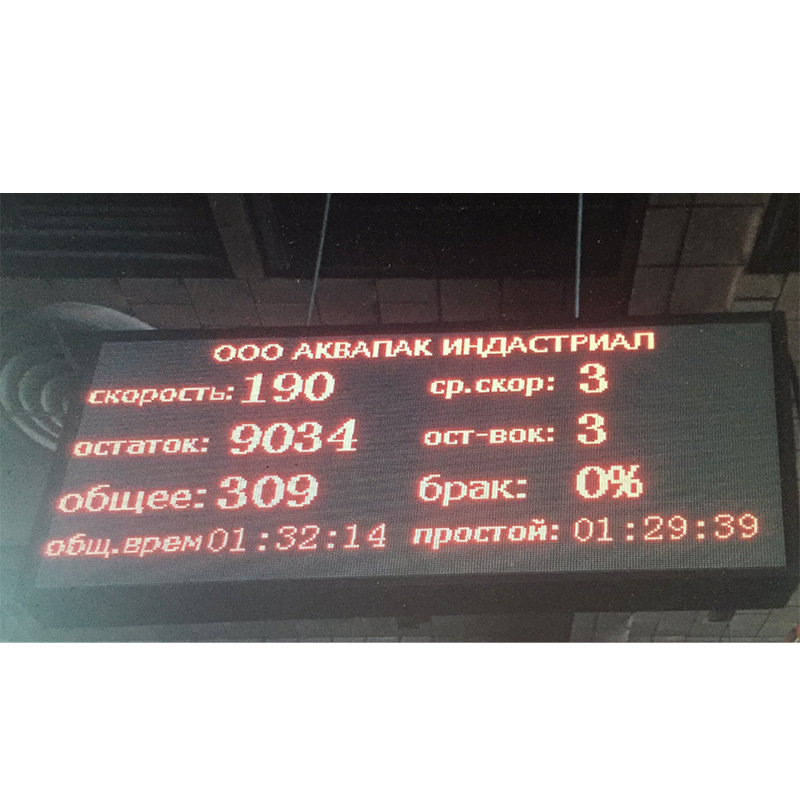
LCD-skjerm med dobbel side
Sanntidsvisning av dagens produksjon av flere meter, det gjenværende antall meter;
Sanntidsvisning av gjeldende kjøretøynummer, gjennomsnittlig antall kjøretøy;
Konfigurasjon

Kontrollskap med enkelt front
Kontrollskap med dobbel front
Tørr ende kontrollskap
LCD-skjerm med dobbel side
